Quando o assunto é qualidade no leite para industrialização e transformação em derivados lácteos, percebemos ainda um certo ceticismo, cercado por muitos tabus. É bem verdade que esse assunto vem se tornando aos pouco alvo de discussões nas reuniões estratégicas dentro do ambiente industrial, sendo colocado de forma importante como retorno econômico em um ambiente extremamente competitivo e oneroso como o mercado lácteo. Mas, sem dúvidas precisa avançar, e com intensidade, para que toda a cadeia leiteira, desde a sua matriz no campo, possa ter a noção exata de quão importante é essa questão, e o quanto pode oxigenar nosso processo produtivo.
É preciso entendermos que a qualidade da matéria-prima é ponto fundamental na qualidade do produto final e não o elo fraco nas discussões estratégicas, os departamentos que compõem o ambiente industrial precisam unir forças e trabalharem juntos em busca dos melhores resultados. Como já ouvimos certa vez: “De um leite bom, podemos fazer um queijo ruim… de um leite ruim, não conseguimos fazer um queijo bom!”. Essa máxima que nos é passada quando encontramos professores e mestres queijeiros é fundamental para sabermos o quanto a qualidade do leite pode influenciar no produto final, principalmente no seu rendimento.
O leite é um produto vivo e praticamente perfeito em seus de constituintes e valores nutricionais, o que certamente o torna um produto muito concorrido pela grande gama de bactérias e demais microrganismos, bem como muito susceptível à vários tipos de inibidores de fermentação, entre eles antibióticos, bacteriocinas, fagos, entre outros.
A maioria desses inibidores, ou são provenientes de má qualidade no trato animal, ou má qualidade na hora da ordenha. A saúde do animal e a higiene são fundamentais para a melhor qualidade do leite obtido e várias análises laboratoriais dentro dos laticínios pode nos dizer como está o estado dessa matéria-prima.
Falaremos de alguns desses aspectos e sua influencia na qualidade do produto final e no rendimento de fabricação.
ANTIBIÓTICOS
Com certeza um grande drama para produção de derivados lácteos, não precisaria nem ser discutido se levarmos em consideração o aspecto legal, mas vale lembrar o quanto que esses resíduos podem ser prejudiciais para a fabricação de queijos, uma vez que eles destroem as bactérias do fermento não permitindo que as mesmas trabalhem para entregar as características que desejamos nos produtos. Além do mais são extremamente resistentes ao tratamento térmico, permanecendo no produto durante um bom tempo.
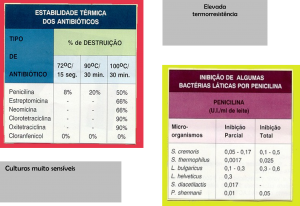
Ao inibirem a atividade bactéria impactam diretamente no produto, sua qualidade e seu rendimento. Sem contar no aspecto de saúde humana, onde esses resíduos podem gerar uma série de reações alérgicas e resistências a futuros tratamentos.
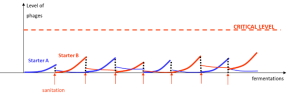
BACTERIÓGAFOS (FAGOS)
São hospedeiros das bactérias, verdadeiros inimigos da fabricação de derivados lácteos fermentados (queijos e iogurtes). Ao se associarem a uma cepa bacteriana faz com que essa mesma passe a reproduzir novos fagos e não mais novas bactérias.
O resultado prático disso é o famoso “travar fermento”, ou seja, se não há multiplicação bacteriana, não há queda de pH e não há fermentação, ocasionando perda fundamental de qualidade e fundamentalmente no rendimento de fabricação, já que a massa seca, perde umidade e não atinge o ponto necessário.
A melhor forma de evitarmos esse hóspede indesejável é higienizar bastante a fábrica e aplicar a rotação de culturas confirme orientação dos fornecedores.
CONTAGEM DE CELULAS SOMÁTICAS
A contagem de células somáticas (CCS) talvez seja o fator de mais importância relacionado com o rendimento e qualidade do queijo, porém, é muito pouco abordada e por muitas vezes até descartada em assuntos que tratam a qualidade do leite e até em políticas de pagamento de qualidade do leite. Sua importância se dá principalmente pelas alterações de composição e de aumento de atividade enzimática. Diversos estudos científicos descrevem que o uso de leite com alta CCS para a fabricação de queijo pode resultar em inúmeras e maléficas consequências como a perda de sólidos no soro, má formação na coalhada, aumento do tempo de coagulação entre outras.
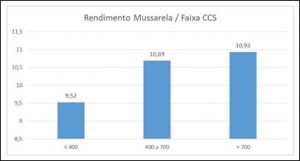
Esse gráfico é um convite a matemática:
1000 litros de leite abaixo de 400 mil células/ml, produzem 105,04 kg de queijo a R$ 12,00 = R$ 1.260,00;
1000 litros de leite acima de 700 mil células/ml, produzem 91,49 kg de queijo a R$ 12,00 = R$ 1.097,89.
CONTAGEM BACTERIANA TOTAL
Outro fator de extrema importância é a quantidade bacteriana inicial do leite e também aquelas que estão presentes em todo processo produtivo. Essas bactérias vão entrar no processo competindo pelo mesmo alimento (lactose) que o cultivo selecionado, produzindo em muitos caso ácido lático também, porém, o tempo de produção e a consequência dessa fermentação é que tornam esse um problema extremamente grave e complicado, uma vez que essas bactérias ao se reproduzirem produzem proteases que degradaram a proteína formando peptídeos que darão origem a maior perda de finos no soro, formação de sabor amargo e modificando as características do produto final.
Uma boa política de campo, bem como higienização constante dentro da fábrica são imprescindíveis para mantermos essas cargas bacterianas em níveis baixos.
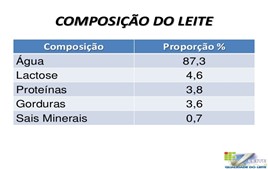
COMPOSIÇÃO DO LEITE
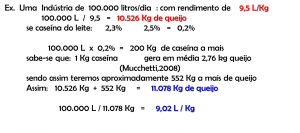
Talvez o grande desafio das industrias em parceria com o campo seja obter uma matéria-prima. Aumentar os sólidos do leite, principalmente as caseínas, que é a fração coagulável pelo coagulante e que ao formar uma rede (paracaseinato de cálcio) “aprisiona”, em diferentes proporções, os demais elementos do leite, como gordura, lactose, sais minerais, etc. é de fundamental importância para se ter melhor rendimento de fabricação.
Para se ter uma ideia, a caseína gira em torno de 77% do valor da proteína total do leite e se apresenta em torno de 2,5% sobre o volume total de leite (embora no Brasil a média pode se apresentar mais baixa em torno de 2,2%) e o impacto de seu pequeno aumento pode representar um enorme ganho como no exemplo abaixo.
CONSIDERAÇÕES FINAIS
Sem sombra de dúvidas, termos bons rendimentos e qualidade do produto final e excelência em processo passa por entender o que importa fundamentalmente na política de campo. Monitorar os parâmetros que são realmente relevantes para a produção de queijos (caseína, CCS, periodicidade de coleta, contagem bacteriana) significa traduzir dados e trazer o produtor para mais perto da indústria. Lembrando que a operação logística da coleta de leite também é um aspecto de grande relevância.
O pagamento de leite por qualidade, se valendo dos valores acima pode ser uma grande ferramenta para permitir essa aproximação.
Trabalhar com informações precisas também é extremamente importante para não termos dados dispersos e dúbios. Utilizar e, sobretudo, interpretar os dados de análise para que gerem informações úteis nos fará ter o domínio de toda a situação que envolve o processo produtivo.
Por fim, a higienização e treinamentos se dão de forma fundamental para redução dos níveis de bacteriófagos e carga bacteriana garantindo menores perdas operacionais e melhores qualidades do produto final.
Fonte: Elaborado por Gláucio Perobelli